








admin













อุตสาหกรรมต่อเรือและซ่อมเรือ เป็นอุตสาหกรรมพื้นฐานทางเศรษฐกิจที่สำคัญและมีส่วนเชื่อมโยงกับธุรกิจการขนส่งทางน้ำและกิจการพาณิชยนาวี ตลอดจนเชื่อมโยงกับอุตสาหกรรมเกี่ยวเนื่องอื่นอีกมากมาย เช่น อุตสาหกรรมเหล็กและเหล็กกล้า อุตสาหกรรมเครื่องมือสื่อสาร อุปกรณ์เดินเรือ อุตสาหกรรมสีและเคมีภัณฑ์อุตสาหกรรมเครื่องจักรกล เครื่องยนต์เรือ อุตสาหกรรมไฟฟ้าและอิเล็กทรอนิกส์ อุตสาหกรรมไม้และเฟอร์นิเจอร์ เป็นต้น
กรมเจ้าท่า ได้แบ่งประเภทเรือไทยตามลักษณะการใช้งานเป็น 23 ประเภท ได้แก่ เรือประมง เรือบรรทุกสินค้าตู้ เรือบรรทุกสินค้าทั่วไป บรรทุกน้ำมัน บรรทุกแก๊ส เรือขุด/ดูดแร่ เรือดูดทราย เรือโดยสาร เรือลากจูง เรือสำราญและกีฬา เรือยอร์ช เรือตรวจการณ์/นำร่อง เรือขุด/รักษาร่องน้ำ เรือสำรวจ เรือดับเพลิง เรือบรรทุกสินค้าห้องเย็น เรือบรรทุกแก๊ส-น้ำมัน เรือดัน-จูง เรือโดยสาร-สินค้า เรือลำเลียงแม่น้ำ เรือลำเลียงทะเล เรือโดยสาร-ประจำทาง เรือตอกเสาเข็ม/ปั้นจั่น และเรืออื่นๆ ดังตารางที่ 1
ความสำคัญของอุตสาหกรรมต่อเรือและซ่อมเรือ
ประเทศไทยพึ่งพาการค้าระหว่างประเทศเป็นหลัก โดยร้อยละ 90 ของปริมาณการค้าระหว่างประเทศอาศัยการขนส่งทางน้ำ เนื่องจากสามารถบรรทุกสินค้าได้ในปริมาณมาก และมีต้นทุนการขนส่งที่ราคาถูกกว่าการขนส่งด้านอื่น ๆ ดังนั้น อุตสาหกรรมต่อเรือและซ่อมเรือจึงเป็นอุตสาหกรรมที่ช่วยสนับสนุนกิจการเดินเรือขนส่งและกิจการค้าระหว่างประเทศให้เป็นไปอย่างมีประสิทธิภาพ ซึ่งทุกประเทศทั่วโลกยอมรับว่าอุตสาหกรรมต่อเรือและซ่อมเรือนั้น เป็นอุตสาหกรรมที่เกี่ยวเนื่องกับการป้องกันประเทศ (Defense Related Industry) เพราะจะให้การสนับสนุนประเทศด้านความมั่นคงและเศรษฐกิจในยามสงคราม
อุตสาหกรรมที่สนับสนุนและเกี่ยวเนื่องกับอุตสาหกรรมต่อเรือและซ่อมเรือไทย ประกอบด้วยอุตสาหกรรมที่่เกี่ยวเนื่องทั้งเป็นอุตสาหกรรมต้นน้ำ กลางน้ำ และปลายน้ำ ซึ่งมีความสำคัญต่อต้นทุนและคุณภาพในการผลิต การสนับสนุนการส่งเสริมและทิศทางของตลาดอุตสาหกรรมต่อเรือและซ่อมเรือ
อุตสาหกรรมต้นน้ำ
อุตสาหกรรมต้นน้ำเป็นอุตสาหกรรมที่ป้อนวัตถุดิบมี่ใช้ในการต่อเรือและซ่อมเรือ เช่น อุตสาหกรรมเหล็ก สี/เคมีภัณฑ์ การหล่อโลหะ เครื่องจักร อุปกรณ์เดินเรือ และเครื่องมือสื่อสาร อุตสาหกรรมต้นน้ำเป็นส่วนสำคัญในการกำหนดต้นทุนและคุณภาพของการต่อเรือและซ่อมเรือ อู่ต่อเรือและซ่อมเรือของไทยมีขนาดเล็ก ทำให้ผู้ผลิตภายในประเทศไม่สามารถผลิตให้เนื่องจากไม่คุ้มทนจึงจำเป็นต้องสั่งซื้อจากต่างประเทศ ยกเว้นอุตสาหกรรมเฟอร์นิเจอร์และอุตสาหกรรมอิเลคทรอนิคที่ค่อนข้างจะเป็นอุตสาหกรรมที่เข้มแข็งและช่างไทยมีฝีมือด้านทำเฟอร์นิเจอร์อยู่บ้าง
อุตสาหกรรมกลางน้ำ
อุตสาหกรรมกลางน้ำมีบทบาทสำคัญในการสนับสนุนในด้านเงินทุนและทรัพยากรมนุษย์ ได้แก่ สถาบันการเงิน และสถาบันการศึกษา ปัจจุบัน สถาบันการเงินให้การสนับสนุนอุตสาหกรรมต่อเรือและซ่อมเรือน้อยมาก เพราะขาดความเข้าใจในอุตสาหกรรมและมักมองว่าเป็นกิจการที่ความเสี่ยงสูงและคืนทุนยาก อีกทั้งยังขาดบุคคลกรที่มีความชำนาญในทุกๆระดับของอุตสาหกรรม จากการขาดผู้สอนและผู้สนใจในอุตสาหกรรม จากทัศนคติการต่อเรือและซ่อมเรือเป็นงานที่หนักและได้รับค่าตอบแทนไม่คุ้มค่า
อุตสาหกรรมปลายน้ำ
อุตสาหกรรมปลายน้ำเป็นอุตสาหกรรมซึ่งมีส่วนในการกำหนดทิศทางตลาด ได้แก่ การขนส่งทางทะเล การประมง การท่องเที่ยวทางน้ำ และการต่อเรือของหน่วยงานราชการ อุตสาหกรรมดังกล่าวถือเป็นผู้ใช้เรือและลูกค้าของอู่ต่อเรือ การเปลี่ยนแปลงในกลุ่มอุตสาหกรรมข้างต้นย่อมมีผลกระทบกับอุตสาหกรรมต่อเรือและซ่อมเรือด้วยเช่นกัน
ลักษณะงานในอุตสาหกรรมต่อเรือ
งานในอุตสาหกรรมต่อเรือ แบ่งออกได้เป็น 2 ประเภทด้วยกันคือ งานต่อเรือใหม่และงานซ่อมเรือเก่า
1. งานต่อเรือใหม่ เริ่มตั้งแต่ขั้นตอนการออกแบบ ได้แก่ การออกแบบและการคำนวณ การทดลองเรือจำลองในถังน้ำ การทดสอบจากโมเดลของเรือที่ได้จากสถาบันออกแบบที่เชื่อถือได้ การออกแบบโครงสร้างของเรือ การออกแบบส่วนประกอบของเรือ เพลาใบจักรเครื่องจักรและกลจักรเรือต่าง ๆ การออกแบบระบบไฟฟ้าและอิเล็กทรอนิกส์ ตลอดจนระบบสื่อสาร ดาวเทียม และอื่น ๆ ตามความต้องการและวัตถุประสงค์การใช้งาน เมื่อทำการออกแบบและคำนวณพร้อมทั้งทดลองลากเรือในถังน้ำทดสอบจนได้ผลเป็นที่พอใจแล้ว จึงนำแบบดังกล่าวมาทำการออกแบบเพื่อการผลิตหรือต่อเรือต่อไป อู่เรือที่ไม่มีขีดความสามารถในการออกแบบและคำนวณ สามารถซื้อแบบจากบริษัทผู้ออกแบบอื่นหรืออู่เรืออื่นมาขยายหรือปรับปรุงแบบให้ตรงตามความต้องการของตน และต้องเป็นไปตามอนุสัญญาว่าด้วยความปลอดภัยทางทะเล(International Convention for Safety of Life at Sea, SOLAS)
2.งานซ่อมเรือ ส่วนใหญ่จะเป็นงานซ่อมเครื่องจักร กลจักรเรือ ตัวเรือ และระบบต่าง ๆ ภายในเรือ งานซ่อมเรือมักจะติดต่อประสานงานกันล่วงหน้า (ยกเว้นกรณีซ่อมฉุกเฉิน) เพื่อกำหนดวันและเวลาที่นำเรือมาซ่อม รวมทั้งการกำหนดระยะเวลาแล้วเสร็จ เพื่อให้อู่เรือสามารถสั่งวัสดุและอุปกรณ์ต่าง ๆ ที่จำเป็นในการซ่อมเรือมาเตรียมพร้อมไว้ โดยปกติจะซ่อมบำรุงเรือหลังจากการตรวจสภาพเรือ ซึ่งทำเป็นประจำทุกๆ 2 – 3 ปี ตามหลักสากลหรือเมื่อทราบว่าเรือได้รับความเสียหาย หรือใช้งานต่อไปอาจจะไม่ปลอดภัย
ที่ตั้งและส่วนประกอบที่สำคัญของอู่เรือ
โดยทั่วไปอู่เรือมักจะตั้งอยู่บริเวณริมแม่น้ำหรือบริเวณชายฝั่งทะเล และมีช่องทางเข้าถึงได้โดยทางเรือและทางบก เพื่อให้สะดวกต่อการขนส่งพัสดุ อุปกรณ์เครื่องมือ ในการต่อและซ่อมเรือ มีท่าเทียบเรือที่มีน้ำลึกพอสำหรับขนาดของเรือที่ต้องการต่อหรือเข้ารับการซ่อม เพื่อให้สามารถเทียบเรือได้โดยสะดวก มีสิ่งอำนวยความสะดวกในการนำเรือลงน้ำหรือขึ้นมาบนบก มีพื้นที่ปฏิบัติงานสำหรับต่อเรือหรือซ่อมเรือ และสำนักงานตามขนาดของกิจการ
สิ่งอำนวยความสะดวกในการต่อเรือที่จำเป็นได้แก่
อุตสาหกรรมต่อเรือและซ่อมเรือของไทยในปัจจุบัน
ในปี 2549 มีจำนวนผู้ประกอบกิจการอู่ต่อเรือ ซ่อมเรือ และกิจการที่เกี่ยวเนื่องในประเทศไทยทั้งสิ้น 306 ราย กระจายอยู่ตามลำน้ำที่สำคัญ ได้แก่ แม่น้ำเจ้าพระยา แม่น้ำท่าจีน แม่น้ำแม่กลอง ตามแนวชายฝั่งอ่าวไทยและอันดามัน และช่องแคบมะละกา โดยสามารถแบ่งขีดความสามารถในการต่อเรือของอู่ต่อเรือไทยได้เป็น 3 กลุ่ม คือ อู่เรือขนาดเล็ก อู่เรือขนาดกลาง และอู่เรือขนาดใหญ่
1. อู่เรือขนาดเล็ก มีขีดความสามารถในการต่อเรือและซ่อมเรือขนาดเล็กกว่า 500 ตันกรอส อู่เรือกลุ่มนี้ให้บริการต่อและซ่อมเรือไม้ เช่น เรือประมง
2. อู่เรือขนาดกลาง มีขีดความสามารถในการต่อเรือและซ่อมเรือ ขนาดตั้งแต่ 500 – 4,000 ตันกรอส เป็นกลุ่มที่มีศักยภาพในการต่อและซ่อมเรือเหล็ก เรืออลูมิเนียม และเรือไฟเบอร์กลาส ส่วนมากจะตั้งอยู่ใน เขตกรุงเทพและปริมณฑล
3. อู่เรือขนาดใหญ่ มีขีดความสามารถในการต่อเรือและซ่อมเรือตั้งแต่ 4,000 ตันกรอส ขึ้นไป กลุ่มนี้มีที่ตั้งอยู่ทั้งในเขตกรุงเทพฯ สมุทรปราการ และชลบุรี เป็นกลุ่มที่มีเทคโนโลยีขั้นสูงและสามารถประกอบกิจการด้านอื่นที่ไม่ใช่ต่อเรือและซ่อมเรือเพียงอย่างเดียว เนื่องจากมีเครื่องจักรและอุปกรณ์อำนวยความสะดวกอื่นๆ ที่พร้อมอยู่แล้ว เช่น งานด้านโครงสร้างเหล็ก สะพาน แท่นขุดเจาะและอื่น ๆ
เรือที่ต่อโดยอู่เรือไทย สามารถแบ่งลักษณะออกได้เป็น 4 กลุ่ม คือ
1. เรือเฉพาะกิจ เช่น เรือดันและเรือลากจูง เรือขุด เรือตรวจการณ์ เรือสำรวจ เรือวางทุ่น
และเรือบริการแท่นขุดเจาะน้ำมันในทะเล
2. เรือขนาดเล็กที่ใช้ขนส่งทางน้ำภายในประเทศและการขนส่งชายฝั่ง เช่น เรือไลเตอร์ เรือลำเลียง
และเรือบรรทุกสินค้าเทกอง
3. เรือโดยสารขนาดเล็กและเรือสำราญ
4. เรือประมง ส่วนใหญ่เป็นเรือประมงชายฝั่ง
มูลค่าของอุตสาหกรรมต่อเรือและซ่อมเรือ
ผู้ประกอบการอู่ต่อเรือและอู่ซ่อมบำรุงเรือได้มีการจดทะเบียนกับกรมโรงงานอุตสาหกรรมภายใต้ข้อกำหนดของตามพระราชบัญญัติโรงงาน พ.ศ. 2535 ซึ่งใน พ.ศ. 2560 ได้มีผู้ประกอบการอู่ต่อเรือและอู่ซ่อมบำรุงเรือจำนวน 232 อู่ ซึ่ง 189 อู่ ได้จดทะเบียนนิติบุคคลภายใต้กรมพัฒนาธุรกิจการค้า จากการสอบทานบัญชีของผู้ประกอบการภายใต้กรมพัฒนาธุรกิจการค้าตั้งแต่ พ.ศ. 2557 – 2559 มีผู้ประกอบให้ข้อมูลเกี่ยวกับบัญชีรายได้รวมของธุรกิจจำนวน 89, 92 และ 81 ราย ตามลำดับ ซึ่งรายได้รวมใน พ.ศ. 2559 ลดลงเหลือประมาณ 12,197 ล้านบาท จาก 16,870 ล้านบาทใน พ.ศ. 2557 (รูปที่ 1) ทั้งนี้การลดลงของรายได้รวมนั้นอาจเกิดจากการจำนวนการให้ข้อมูลของผู้ประกอบที่ลดลงใน พ.ศ. 2559 หรืออาจเป็นเพราะธุรกิจดังกล่าวยังไม่ได้รับการสนับสนุนและมีช่องทางในการลงทุนอย่างชัดเจน

รูปที่ 1 รายได้รวมของธุรกิจอู่ต่อเรือและอู่ซ่อมบำรุงเรือที่ผู้ประการให้ข้อมูล พ.ศ. 2557 – 2559
(ที่มา : กรมพัฒนาธุรกิจการค้า, 2560)
สถิติอุตสาหกรรมต่อเรือและซ่อมเรือ ปี 2546-2549
แนวโน้มของอุตสาหกรรมต่อเรือและซ่อมเรือของไทย
อุตสาหกรรมต่อเรือและซ่อมเรือของไทยมีแนวโน้มเพิ่มขึ้น ตามความต้องการใช้เรือในการขนส่งทางน้ำ การประมง และการท่องเที่ยวทางน้ำ ในปัจจุบันอู่เรือไทยมีขีดความสามารถในการซ่อมเรือได้ถึงขนาด 140,000 ตันกรอส (อู่เรือยูนิไทย) และได้เปรียบในเรื่องราคาซ่อมและคุณภาพ แต่ควรปรับปรุงเรื่องเวลา เพราะอู่เรือต่างประเทศทำได้ดีกว่า ตลาดต่อเรือสินค้าหรือเรือพาณิชย์ ถือเป็นตลาดต่อเรือที่มีศักยภาพสูง เพราะเป็นกองเรือที่มีความสำคัญและเกี่ยวข้องกับการค้าทางทะเลโดยตรง
ตลาดเรือพาณิชย์ จากการพัฒนาเศรษฐกิจและการค้าทางทะเลของภูมิภาคต่าง ๆ ทั่วโลก ส่งผลให้กองเรือพาณิชย์เติบโตอย่างต่อเนื่อง ตลาดเรือสินค้าที่มีศักยภาพของอู่เรือไทย คือ เรือสินค้าที่มีขนาดไม่เกิน 20,000 เดดเวทตัน เพราะเป็นเรือที่มีขนาดใกล้เคียงกับขีดความสามารถของอู่ต่อเรือไทย และเหมาะสมกับทำเลและการรองรับการต่อเรือของประเทศไทย
ตลาดเรือประมง กองเรือประมงไทยโดยรวมมีอัตราขยายตัวต่ำมาก เนื่องจากการลดลงของทรัพยากรสัตว์น้ำในน่านน้ำไทยและมหาสมุทรอินเดีย ราคาน้ำมันเพิ่มสูงขึ้นกระทบต้นทุนการประมง การออกมาตรการต่าง ๆ ที่เกี่ยวข้องกับเรือประมงและการทำประมงเพื่ออนุรักษ์สัตว์น้ำของกรมประมง ทำให้เรือประมงไทยซึ่งทำประมงชายฝั่งต้องงดทำการประมงไป แต่การซ่อมเรือประมงมีแนวโน้มเพิ่มขึ้น เพราะดัดแปลงเรือประมงเพื่อเพิ่มประสิทธิภาพในการจับสัตว์น้ำ หรือดัดแปลงเพื่อใช้ในวัตถุประสงค์อื่น ๆ เช่นรองรับการท่องเที่ยวทางน้ำ ส่วนเรือประมงต่างชาติมักจะไม่มาซ่อมเรือในประเทศไทย
เรือเฉพาะทาง ตลาดต่อเรือเฉพาะทางของไทยมีแนวโน้มเพิ่มขึ้น สอดคล้องกับการเพิ่มขึ้นของเรือประเภทนี้ในตลาดโลก โดยขนาดเรือเฉพาะทางในตลาดโลกที่ต้องการมากที่สุดคือ ขนาดต่ำกว่า 1,000 ตันกรอส (ยกเว้นเรือ Ferries) ซึ่งอู่ต่อเรือเฉพาะทางของไทยสามารถต่อเรือได้ในขนาดใกล้เคียงกัน ถือเป็นโอกาสดีที่อู่เรือไทยจะได้พัฒนาฝีมือในตลาดโลก
อุตสาหกรรมต่อเรือ นอกจากจะเป็นอุตสาหกรรมที่ต้องใช้เงินลงทุนสูงและคืนกำไรยากแล้ว ยังมีอุตสาหกรรมที่เกี่ยวข้องอีกจำนวนมากหลายระดับ รวมทั้งต้องอาศัยเทคโนโลยีและองค์ความรู้ด้านวิศวกรรมชั้นสูงจากหลายสาขา จึงจำเป็นที่รัฐบาลจะต้องให้การส่งเสริมอย่างจริงจัง ต่อเนื่อง และครบวงจร ดังเช่นที่นานาประเทศที่อุตสาหกรรมต่อเรือเจริญรุดหน้าอย่างรวดเร็วและมั่นคงได้ให้การส่งเสริมอุตสาหกรรมต่อเรือของตนเอง
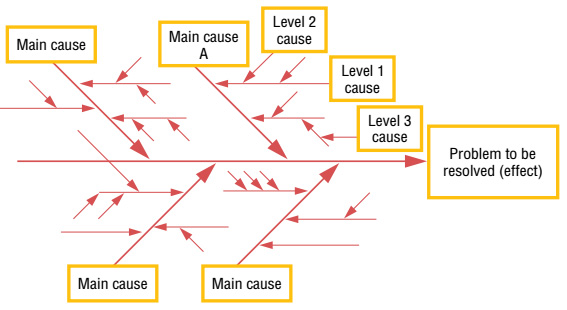
การวางแผนเพื่อเพิ่มผลิตภาพนั้น จำเป็นต้องระบุปัญหาให้มีความถูกต้องและตรงกับสิ่งที่เกิดขึ้นจริง ดังนั้น เครื่องมือที่มีความถูกต้องแม่นยำนั้นมีความจำเป็นอย่างมาก เพื่อให้เกิดประสิทธิผลในการบริหารจัดการแก้ไขปัญหาที่มีประสิทธิภาพ การสร้างแผนผังแสดงเหตุและผล ซึ่งมีลักษณะคล้ายก้างปลาที่มีผลลัพธ์หรือปัญหาเป็นหัวและสาเหตุของปัญหาเป็นก้างปลาแยกย่อยเป็นองค์ประกอบของภาพรวม สามารถตอบโจทย์การบริหารจัดการแก้ไขปัญหาได้อย่างชัดเจนและครอบคลุม
ผังแสดงเหตุและผล คือ ผังที่แสดงความสัมพันธ์ระหว่างคุณลักษณะของปัญหา (ผล) กับปัจจัยต่างๆ (สาเหตุ) ที่เกี่ยวข้องโดยแบ่งเป็นผลลัพธ์ (ปัญหา) สาเหตุหลักหรือกลุ่มของปัญหาปัจจัยรอง และปัจจัยย่อย
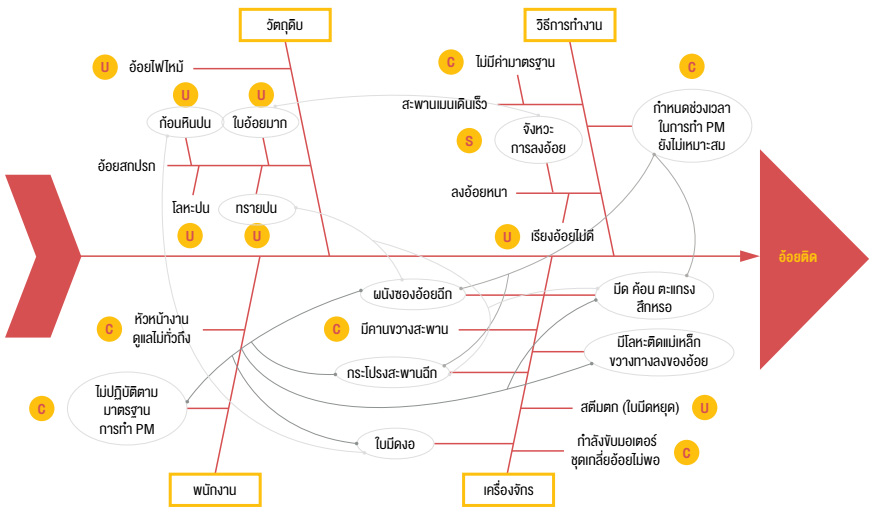
วัตถุดิบ
วิธีการทำงาน
เครื่องจักร
บุคลากร
จากรูปที่ 2 ซึ่งเป็นตัวอย่างการใช้งานผัง C&E จะเห็นได้ว่ามีการจัดหมวดหมู่ของปัญหาจากการวิเคราะห์เพื่อสร้างการจัดการที่มีประสิทธิภาพ โดยสามารถแบ่งได้เบื้องต้น ดังนี้
การแก้ไขปัญหาที่มีประสิทธิภาพนั้น จำเป็นจะต้องเก็บรวบรวมรายละเอียดข้อมูลให้ครบถ้วน เพื่อสร้างตัวเลือกหรือวิธีการดำเนินงานที่สอดคล้องกับสิ่งที่เกิดขึ้นจริง ดังนั้น แผนผัง ก้างปลาหรือ C&E Diagram จะสามารถตอบสนองต่อโจทย์ หรือปัญหาได้อย่างมีประสิทธิภาพโดยขยายปัญหาให้ปรากฏชัดขึ้น โดยขึ้นอยู่กับความสามารถในการพิจารณาปัญหาว่าตรงเป้าหมายหรือไม่ จากนั้นจึงทำการขยายความเพื่อระบุ ปัจจัยหลัก ปัจจัยรอง และปัจจัยย่อย เพื่อพิจารณาวิธีการแก้ไขที่มีประสิทธิภาพเหมาะสมขึ้นมา
To identify the problem for resolve or preventive operation, overall knowledge and understanding for related factors must be provided. Cause and Effect Diagram method or Fish Bone Diagram could use to identify the problem entirely which will expand the cause to see clearly. This method is helpful for gathering the information before taking a proper action. The key for this operation is to make sure that focus on the true problem clearly and then identify the related factors. After identified factors, specify the major cause, subordinate cause and minor cause as follow. The major cause should be considerate from 4 M’s which are Man, Machine, Material and Method then prioritize and assign work to operator as the next step. To evaluate, the result must show with numeric value to make it clearly
ระบบ TPM แบบดั้งเดิมของอเมริกาให้ความสำคัญกับผู้เชี่ยวชาญด้านเครื่องจักรถึงแม้ว่าจะมุ่งที่จะไปให้ถึงขีดจำกัดสูงสุดของประสิทธิภาพของเครื่องจักรโดยการปรับปรุงวิธีการสร้างเครื่องจักร การบำรุงรักษาเครื่องจักร แต่ก็ไม่ได้มุ่งไปสู่ขีดจำกัดสูงสุดของระบบการผลิตโดยก้าวไปถึง วิธีการใช้เครื่องจักร ลักษณะพิเศษของ TPM คือการบำรุงรักษาด้วยตนเองของพนักงาน ควบคุมดูแลเครื่องจักรดูแลรักษาร่างกายของมนุษย์ด้วยเพื่อที่จะสามารถรักษาสุขภาพให้อยู่ในสภาพที่ดีอยู่เสมอ นอกจากนั้นยังต้องให้ผู้เชี่ยวชาญมาดำเนินการตรวจเช็คตามเวลาที่กำหนด แล้วทำการซ่อมแซมบำรุงรักษาสำหรับแนวคิดในเรื่องของการควบคุมเครื่องจักรของญี่ปุ่นนั้นผ่านมาจากยุคของการบำรุงรักษาเชิงป้องกันไปสู่การบำรุงรักษาเพื่อเพิ่มผลผลิตแล้วก็ได้พัฒนาไปสู่ยุคของTPM ในปัจจุบันความหมายของ TPM ในส่วนการผลิต1. TPM คือ ระบบการบำรุงรักษาที่จะทำให้เครื่องจักรอุปกรณ์เกิดประสิทธิภาพสูงสุด (Overall Efficiency)
2. TPM คือ การประยุกต์ใช้ PM เพื่อให้สามารถใช้เครื่องจักรได้ตลอดอายุการใช้งาน 3. TPM คือ ระบบการบำรุงรักษาของทุกคนที่มีส่วนได้ส่วนเสียกับเครื่องจักรอุปกรณ์ ได้แก่ ผู้วางแผนการผลิต ผู้ใช้เครื่อง และฝ่ายซ่อมบำรุง
4. TPM คือ ระบบการบำรุงรักษาที่อยู่บนพื้นฐานของการมีส่วนร่วมตั้งแต่ผู้บริหารระดับสูงจนถึงผู้ใช้เครื่องความหมายของ TPM ทั่วทั้งองค์การ 1. TPM คือ ระบบการบำรุงรักษาที่ส่งเสริมให้เกิดความร่วมมือของทุกฝ่าย โดยมีความมุ่งมั่นว่าประสิทธิภาพ โดยรวมของระบบการผลิตต้องสูงสุด 2. TPM คือ การทำให้เกิดระบบป้องกันเพื่อไม่ให้มีความสูญเสีย(Losses)กิดขึ้นกับเครื่อง จักรและ ผลิตภัณฑ์ ซึ่งทั้งนี้ต้องทำให้เกิด”อุบัติเหตุเป็นศูนย์” “ของเสียเป็นศูนย์” และ “เครื่องเสียเป็นศูนย์ 3. TPM คือ การให้ฝ่ายผลิต ฝ่ายพัฒนา ฝ่ายบริหาร ฝ่ายขาย มาร่วมกันในการพัฒนาประสิทธิภาพโดยรวมของระบบการผลิต 4. TPM คือ ระบบการบำรุงรักษาที่อยู่บนพื้นฐานของการมีส่วนร่วมตั้งแต่ผู้บริหารระดับสูงจนถึง ผู้ใช้เครื่องสรุปความหมายของ TPMTPM หรือการบำรุงรักษาเชิงทวีผลโดยรวม (Total Productive Maintenance) หมายถึง ระบบการบำรุงรักษาที่ครอบคลุมตลอดช่วงอายุอุปกรณ์ นับตั้งแต่การวางแผน การผลิต การบำรุงรักษา และอื่น ๆ โดยอาศัยความร่วมมือจากพนักงานทุกคน ตั้งแต่ฝ่ายบริหารระดับสูงจนถึงพนักงานหน้างาน และการส่งเสริมการบำรุงรักษาเชิงทวีผล โดยผ่านการจัดการแบบสร้างขวัญและกำลังใจ ตลอดจนถึงการดำเนินกิจกรรมกลุ่มย่อยที่จะทำให้ประสิทธิภาพของอุปกรณ์มีค่าสูงสุดกิจกรรมกลุ่มย่อยคือ หัวใจของการส่งเสริมให้เกิด TPM เราอาจนิยาม TPM ในรูปแบบง่าย ๆ คือ การทำให้ความสามารถของโรงงานได้รับการนำมาใช้สูงสุดด้วยการ1.ลดการหยุดของอุปกรณ์ ทั้งกรณีหยุดสายการผลิตและการหยุดเพื่อซ่อมแซมงาน2.เพิ่มความสามารถของอุปกรณ์ทั้งในแง่ปริมาณ คือ ผลิตให้มากขึ้น และแง่คุณภาพคือ การผลิต ผลิตภัณฑ์ที่ลูกค้าพอใจ และ3.การปรับปรุงองค์ประกอบด้านความปลอดภัย สุขอนามัย และสิ่งแวดล้อม เพื่อทำให้คุณภาพดีขึ้นและมีผลกำไรสูงขึ้นวัตถุประสงค์ของ TPM
จุดประสงค์ที่จะเพิ่มประสิทธิภาพโดยรวมของระบบการผลิตไปสู่ขีดจำกัดสูงสุด แม้ว่าระบบการผลิตส่วนมากจะเป็นระบบ Man – Machine ซึ่งรวมถึงระบบอัตโนมัติที่กำลังพัฒนาควบคู่ไปกับระบบการผลิตด้วยแต่ก็ไม่ อาจกล่าวได้ว่า วิธีการสร้างเครื่องจักร การใช้เครื่องจักร การบำรุงรักษาดูแลเครื่องจักรนั้นมีผลต่อของดีของเสียโดยตรงเลยทีเดียวแต่ว่า TPM นั้นมีเป้าหมายที่จะเพิ่มประสิทธิภาพของระบบการผลิตโดยรวมไปสู่ขีดจำกัดสูงสุดโดยการปรับปรุง วิธีการสร้างเครื่องจักรวิธีการใช้เครื่องจักร และวิธีการบำรุงรักษาเครื่องจักร โดยการขจัดความสูญเปล่า (Loss) เนื่องจากการเปลี่ยนรุ่น หรือเครื่องจักรเสีย , โดยการขจัดการสูญเสียความรวดเร็วอันเนื่องมาจาก การหยุดเล็กๆ น้อย ๆความเร็วที่ลดลงโดยการขจัดของเสียจากกระบวนการ ขจัดเวลา Start up ขจัดความไร้ประสิทธิภาพ ซึ่งก็คือการขจัดความสูญเสียอันเนื่องมาจากของเสียนั่นเอง
ในการเริ่มต้นกิจกรรม TPM ควรจะมีการกำหนดแผนกิจกรรมหลัก (Master Plan) ขึ้นมา เพราะ TPM ประกอบด้วยกิจกรรมหลายส่วน ต้องเกี่ยวข้องกับหลายฝ่าย และใช้เวลาในการดำเนินกิจกรรมค่อนข้างนาน คือ 6เดือน ถึง 1 ปี ในช่วงแรก สำหรับการกำหนดรายละเอียดของ Master Plan ว่าจะต้องทำกิจกรรมอะไรบ้าง หรือว่าควรจะเริ่มต้นจากกิจกรรมอะไรก่อน –หลังนั้น ใน TPM ไม่ได้มีการกำหนดลำดับการดำเนินกิจกรรมไว้เป็นพิเศษ แต่ละโรงงานย่อมมีแผนงานที่แตกต่างกันได้ แต่มีข้อแนะนำว่าให้เริ่มจากการวิเคราะห์สภาพปัจจุบันขององค์กรเช่น ระดับความสามารถของการซ่อมบำรุง สภาพปัญหาที่สำคัญในระบบการผลิต ความสำเร็จของกิจกรรมการปรับปรุงที่กำลังทำอยู่หรือเคยทำมาก่อน ความพร้อมของฝ่ายต่างๆ รวมถึงนโยบายของผู้บริหาร เพื่อนำมาประกอบในการจัดทำแผนงานที่มีความเหมาะสมกับการแก้ไขปัญหาขององค์กรได้อย่างตรงจุดที่สุดลักการ
1. การจัดการความปลอดภัยและสภาพแวดล้อมในการทำงาน (Safety Health and Work Place Hygiene Management) ความปลอดภัยเป็นกิจกรรม ที่ต้องให้ความสำคัญมากที่สุด เพราะหากมีการทำงาน ที่มีอันตรายมาก จะมีผล ต่อกำดำเนินกิจกรรมอื่นตามมา ลองคิดดูว่า จะเป็นอย่างไร หากเริ่มทำกิจกรรมแล้ว เกิดอุบัติเหตุขึ้นกับพนักงาน พนักงานท่านอื่นๆจะคิดอย่างไร คงไม่ได้คิดในแง่ดีอย่างแน่นนอน2.การบำรุงรักษาด้วยตนเอง (Autonomous Maintenance) เป็นกิจกรรมหลัก ที่เป็นเอกลักษณ์ของ TPM หลักการของการบำรุงรักษา หากมองผิวเผิน อาจมองว่าเป็นเพียง การเปลี่ยนพนักงานเดินเครื่อง ให้เป็นผู้ที่สามารถ ตรวจสอบเครื่องจักรได้ แต่แท้ที่จริงแล้วไม่ใช่เท่านั้น แต่เป็นการเปลี่ยนแปลงสภาพ การเป็นเจ้าของ จากที่เครื่องจักรของโรงงาน เป็นเครื่องจักรของฉัน เครื่องจักรนี้เป็นเครื่องจักร ที่ต้องไม่มีความเสื่อมสภาพ เป็นเครื่องจักรที่ไม่ผลิตของเสีย เป็นเครื่องจักรที่ไม่เสีย นั้นคือหัวใจของการบำรุงรักษาด้วยตนเองการทำการบำรุงรักษาด้วยตนเอง
3.การวางแผนการบำรุงรักษา (Planned Maintenance) ต้องทำการวางแผนการบำรุงรักษาให้กับ เครื่องจักรเพื่อให้เครื่องจักรไม่เสีย ต้องทำให้ค่าใช้จ่ายในการบำรุงรักษาต่ำที่สุด
4.การให้การศึกษา และฝึกอบรม (Training and Education) ถ้าต้องการเครื่องจักรที่มีประสิทธิภาพสูง เราสามารถที่จะหาซื้อ เข้ามาติดตั้งก็ใช้งานได้ หากต้องการระบบการควบคุมการผลิตที่ดี ก็สามารถหาได้จากโปรแกรมคอมพิวเตอร์ ช่วยในการบริหารจัดการได้ แต่เราไม่สามารถรักษาสิ่งต่างๆ เหล่านี้ไว้ได้ หากเราไม่มีคนที่มีความสามารถ ดังนั้นเราจึงต้องทำการพัฒนาคน ให้มีความสามารถ และรักในการปรับปรุงงานอยู่ตลอดเวลาหัวใจของการพัฒนาคน คือการให้ความรู้ การให้ความรู้ ต้องเป็นการให้ความรู้ที่ต้องการ ในเวลาที่ต้องใช้ความรู้นั้นๆ
5.การปรับปรุงเฉพาะเรื่อง (Focus Improvement, Kobetsu Kaizen)กิจกรรมที่มีหน้าที่เพื่อลดความสูญเสียที่เกิดขึ้นทั้ง 16 ประการให้เป็น ศูนย์ โดยการใช้เครื่องมือต่างๆ ไปทำการวิเคราะห์หาทางแก้ไข และป้องกันการกลับมาของปัญหา เครื่องมือที่ใช้ในกิจกรรมนี้คือ 5W+1H, การวิเคราะห์ Why-Why, QC 7 Tools, การวิเคราะห์ P-M, QCC เป็นต้น การเลือกใช้เครื่องมือต่างๆ ขึ้นอยู่กับความซับซ้อนของปัญหา เหมือนกับการรับยาให้ตรงกับโรคนั่นเอง ดังนั้นเราต้องรู้จัก กับชนิดของความสูญเสีย ก่อน
6.การบำรุงรักษาเชิงคุณภาพ (Quality Maintenance) การบำรุงรักษาคุณภาพ คำนี้อาจเป็นคำใหม่ เราจะได้ยินคำว่า การบำรุงรักษา คือการซ่อมบำรุงเครื่องจักร แยกจากคำว่าคุณภาพ ซึ่งหมายถึงการผลิตผลิตภัณฑ์ ให้ได้ตามข้อกำหนด แต่การนำสองคำนี้มารวมกัน หมายความว่าอย่างไรเราต้องทำความเข้าใจ กับแนวคิดที่ว่า การที่จะไม่ให้ของเสีย ถูกส่งไปให้ลูกค้า เราต้องไม่ผลิตของเสีย การที่เราผลิตของเสียออกมานั้น เกิดจากการที่เครื่องจักรของเรา มีความผิดปรกติบางอย่าง ที่ทำให้เครื่องจักรนั้น เมื่อทำงาน มันไม่สามารถทำงานได้อย่างสมบูรณ์ ทำให้เครื่องจักรผลิตของเสียออกมา ต่อมาในการที่เครื่องจักรของเรา มีความสมบูรณ์แล้วนั้น เราก็ต้องมาพิจารณาอีกว่า เราต้องทำการปรับแต่งเครื่องจักรอย่างไร เพื่อให้เครื่องจักรเดินได้อย่างเหมาะสม ดังนั้นหากเราต้องการที่จะไม่ผลิตของเสียนั้น เราต้องทำให้เครื่องจักรของเรา ไม่มีสิ่งผิดปรกติ และต้องทำการควบคุมค่า ในการปรับแต่งต่างๆ ที่มีความสัมพันธ์ กับคุณภาพให้ได้ เพื่อที่จะไม่ผลิตของเสียออกมา หากเราต้องทำเช่นนี้เราได้ เราต้องเริ่มจากการหาความสัมพันธ์ของชิ้นส่วน หรือค่าปรับตั้งต่างๆ กับปัญหาคุณภาพก่อน หรือที่เราเรียกว่า QA Matrix (เป็นเมตริกที่ใช้ในการบ่งบอกความสัมพันธ์ ของชิ้นส่วนของเครื่องจักร และค่าที่ต้องปรับตั้งกับคุณภาพ) หลังจากนั้นก็ต้องทำให้ชิ้นส่วนเครื่องจักร อยู่ในสภาพที่สมบูรณ์ และกำหนดค่าปรับตั้งต่างๆ ให้ได้ หลังจากนั้นก็ทำการศึกษา ว่าคุณภาพที่ออกมานั้น มีความแน่นอนในการผลิตอย่างไร หรือที่เราเรียกว่าเราต้องหาค่าCp/Cpk ของเครื่องจักรของเราให้ๆ ได้โดยเทียบกับค่าสเปคต่างๆของเรา กิจกรรมนี้เราจะดำเนินการได้ หลังจากที่ทำกิจกรรม AM และ PM จนกว่าจะไม่ ที่ความเสื่อมสภาพแล้ว และพนักงาน ต้องมีความสามารถ ในการคิดอย่างเป็นระบบ หรือทำกิจกรรมการปรับปรุง อย่างต่อเนื่องมาแล้งพอสมควร นั่นคือกิจกรรมนี้จะทำหลังจาก AM ผ่าน PM ไปได้ 3 ขั้นตอนแล้วแต่เป็นความสูญเสียที่เกิดขึ้นไม่มาก แต่เกิดเป็นประจำ
7.การควบคุมเสียแต่เริ่มต้น (Initial Control) สำนวนที่ว่า “ทำให้ถูกเสียแต่ที่แรก” คงตรงกับกิจกรรมมากที่สุด หัวใจสำคัญของกิจกรรมนี้ เป็นกิจกรรม ที่จะทำให้เรารู้จักการดำเนินการ เพื่อป้องกันปัญหาเดิม ที่เราพบอยู่ให้หายไป หรือลดลงไปให้ได้ตั้งแต่ตอนที่เริ่มต้นกิจกรรมนี้
8.การเพิ่มประสิทธิภาพของการทำงานสายสำนักงาน (Efficiencies Administration)การดำเนินการต่างๆ ส่วนใหญ่ จะเป็นการดำเนินการ ในส่วนของโรงงานเสียเป็นส่วนใหญ่ แต่ไม่ใช่ว่าการดำเนินการนั้น จะไม่ให้ความสนใจ ในส่วนของสายสำนักงาน อันที่จริงแล้วสายสำนักงาน ก็มีความสำคัญไม่น้อยไปกว่ากัน เพราะส่วนสำนักงานนั้น ก็เป็นส่วนสนับสนุน ในส่วนของสายสำนักงาน ก็จะดำเนินกิจกรรม 5 ส เพื่อให้การเกิดการปรับปรุงประสิทธิภาพการทำงาน ของสายสำนักงานให้ดีมากขึ้น ไม่ว่าจะเป็นการกำหนดหน้าที่ ในการทำงานอย่างชัดเจน ของแต่ละคนและแต่ละคน มีเอกสารใดบ้างที่ต้องรับผิดชอบ และดำเนินการจัดการอย่างไร

-การฝึกอบรมการใช้และดูแลรักษา เครื่องจักรหรืออุปกรณ์ ทำให้พนักงานมีทักษะการใช้และการดูแลรักษาและยังทำให้พนักงานเห็นความสำคัญ ของเครื่องจักรหรืออุปกรณ์สำนักงานมีส่วนเพิ่มพูนประสิทธิภาพการทำงานของตน เองได้
– การฝึกอบรมพนักงานซ่อมบำรุง ทำให้พนักงานซ่อมบำรุงมีความสามารถดูแล และรักษาเครื่องจักรหรืออุปกรณ์สำนักงานอย่างเป็นระบบ เกิดประสิทธิภาพการซ่อมบำรุง
– การวางแผนการบำรุงรักษาแบบมีส่วนร่วมระหว่างผู้ใช้ พนักงานซ่อมบำรุง และหัวหน้าหน่วยงาน ทำให้เกิดความเข้าใจ ความสัมพันธ์ และความช่วยเหลือซึ่งกันและกัน ส่งผลโดยตรงต่อคุณภาพการซ่อมบำรุง2.การเพิ่มประสิทธิภาพของเทคโนโลยี
– ลดการสูญเสียวัตถุดิบจากการ Start up เพราะความไม่แน่นอนของเครื่องจักรเมื่อเปิดเครื่องครั้งแรก มักต้องเสียวัตถุดิบชิ้นแรกที่ป้อนเข้าไป – ลดการสูญเสียผลผลิตที่มักเกิดจากการขัดข้องของเครื่องจักรในระหว่างการทำงาน – ลดการเสียเวลาที่เกิดจากการซ่อมแซม เพราะต้องหยุดเครื่องเพื่อซ่อมหรือปรับแต่งเครื่องใหม่
– ลดปัญหาการผลิตต่ำกว่าเป้าหมายที่มีผลมาจากเครื่องจักร มีอัตราเร่งที่ต่ำกว่ามาตรฐานสภาพการดำเนินงานที่เหมาะสมสภาพการดำเนินงานที่เหมาะสมเหล่านี้เป็นเงื่อนไขที่ดีที่สุดสำหรับการดำเนินงาน และการบำรุงรักษาจากความสามารถของอุปกรณ์หรือคุณลักษณะที่จะประสบความสำเร็จระดับโลก การบำรุงรักษาในลักษณะว่ามีเครื่องมือที่สามารถเชื่อถือได้สำหรับระยะเวลาที่เหมาะสมของเวลาการทำงานของอุปกรณ์ที่จำเป็นมีเงื่อนไขเหล่านั้น ที่สำหรับเป็นความต้องการขั้นต่ำมีการทำงานที่พึงประสงค์เป็นเงื่อนไขที่เกินระดับมาตรฐาน The optimal conditions should be known to discover the faulty conditions where improvements are needed.สภาวะที่เหมาะสมควรเป็นที่รู้จักกันเพื่อค้นพบเงื่อนไขที่ผิดพลาดของการปรับปรุงมีความจำเป็น The basic conditions are shown in manuals, drawings and technical information, sometimes in parts lists, assembly instructions and installation manuals.เงื่อนไขขั้นพื้นฐานที่แสดงในคู่มือการใช้งานภาพวาดและข้อมูลทางเทคนิคที่บางครั้งในรายการส่วนคำแนะนำการประกอบและคู่มือการติดตั้ง It is vital to preserve these documentation pieces in a secure place accessible so that copies of all them are provided to the operators and maintenance personnel. มันมีความสำคัญเพื่อรักษาชิ้นเอกสารเหล่านี้ในที่ปลอดภัยเพื่อให้สามารถเข้าถึงสำเนาของพวกเขาทั้งหมดให้แก่ผู้ประกอบการและการบำรุงรักษาบุคลากร In some cases, it will be necessary to educate and train personnel for the appropriate interpretation of that information. ในบางกรณีก็จะมีความจำเป็นเพื่อให้ความรู้และฝึกอบรมบุคลากรเพื่อการตีความตามความเหมาะสมของข้อมูลที่ According to the new disciplines, this kind of information should no longer be a secret, as it was in the past. ตามสาขาใหม่ข้อมูลประเภทนี้ไม่ควรเป็นความลับเพราะมันเป็นอะไรที่ผ่านมา เพื่อที่จะกำหนดสภาวะที่เหมาะสมและเพื่อสร้างขอบเขตที่กำหนดก็อาจจะจำเป็นในการใช้และข้อผิดพลาดในขั้นตอนการศึกษาวิจัยหรือเพื่อจำลองสภาพเพื่อแสดงข้อบกพร่องที่ซ่อนอยู่เห็นได้ชัดว่ามาตรการความปลอดภัยควรจะดำเนินการไปมากเมื่อทำเช่นนี้การวิเคราะห์สาเหตุมีการวิเคราะห์สาเหตุรากที่เป็นเทคนิคที่พัฒนาขึ้นเพื่อส่งเสริมการกำจัดที่สมบรูณ์และเป็นระบบของเสียที่นำไปสู่การสูญเสียจากความล้มเหลวเรื้อรัง โดยวิธีการขั้นตอนนี้ทุกชิ้นส่วนที่นำไปสู่ความล้มเหลวและความสูญเสียเรื้อรังจะมีการระบุและตัดออกตามขั้นตอนง่ายๆ ที่ได้รับการอธิบายโดยผู้เชี่ยวชาญในสื่อสิ่งพิมพ์ที่หลากหลายและบางโปรแกรมคอมพิวเตอร์เช่นThe root cause analysis is a technique developed to promote the complete and systematic elimination of the defects that contribute to losses from chronic failures.
1. ชี้แจง ปัญหาอย่างระมัดระวังศึกษาปัญหา และสภาพของพวกเขาเปรียบเทียบลักษณะภายนอกและชิ้นส่วนได้รับผลกระทบกับบรรดาเครื่องอุปกรณ์ที่คล้ายกัน This way we make sure that the problem is the same one in all the cases (typical) or it is isolated.ทางเราตรวจสอบให้แน่ใจว่าปัญหาเป็นหนึ่งเดียวกันในทุกกรณี (ทั่วไป) หรือมันจะถูกแยกออก Ask the operators about what they have seen, listened, smelled or felt previous to the problem.ขอให้ผู้ประกอบการเกี่ยวกับสิ่งที่พวกเขาได้เห็น, ได้ฟัง, กลิ่นหรือรู้สึกว่าก่อนหน้านี้การแก้ไขปัญหา That information can help avoid its recurrence.ข้อมูลที่จะช่วยหลีกเลี่ยงการเกิดซ้ำของ Definitively, in these cases the benefit of the basic training of the operators in the knowledge of the equipment will be evident. แตกหักในกรณีเหล่านี้อุปกรณ์ได้รับประโยชน์ขั้นพื้นฐานของการฝึกอบรมของผู้ประกอบการในความรู้จะปรากฏชัด
2.การวิเคราะห์ ปัญหาทางกายภาพวิธีพิจารณาสภาพทางกายภาพเช่นการขาดความสะอาดสิ่งกีดขวางการปนเปื้อนสามารถก่อให้เกิดปัญหาการสังเกต ตรวจสอบทั้งหมดทำให้ขั้นพื้นฐานชัดเจนรวมทั้งการกระทำที่มีการบันทึกภาพในที่เกิดขึ้นก่อนหน้าของปัญหา การพัฒนาแผนภาพในบางกรณีสามารถเป็นจริงมากแจ้งให้เราทราบว่าเกือบตลอดเวลาทำให้สามารถก่อให้เกิดผลอื่น ขั้นตอนนี้กองกำลังเราเพื่อดำเนินการต่อลึกจนหาสาเหตุที่เป็นต้นฉบับจริงหรือรากสาเหตุ มันเป็นการลงทุนที่ดีของเวลา เราทุกคนเรียนรู้เพิ่มเติม เสมอเชิญผู้ประกอบการมีส่วนร่วมในการตรวจสอบนี้
3. สมัครสมาชิกแต่ละการกระทำที่เป็นไปได้หรือสภาพที่สามารถเกี่ยวข้องกับปัญหา เงื่อนไขการพิจารณาสิ่งที่ควรจะนำเสนอปัญหาหรือความผิดปกติที่จะใช้สถานที่หรือในการทำซ้ำ บางทีมันอาจจะเกิดขึ้นเฉพาะในช่วงเวลาสุดท้ายของการเปลี่ยนแปลงหรือเปลี่ยนเฉพาะวันที่สาม นอกจากนี้ในบางโอกาสมันจะเกิดขึ้นเฉพาะในเวลาใดเวลาหนึ่งของปี ทำให้สามารถมีความสัมพันธ์กับสภาพภูมิอากาศลักษณะการดำเนินการอุณหภูมิหรือความชื้นและตัวแปรอื่น ๆ อีกมากมาย ดูแผนภาพสาเหตุ
4. ประเมินอุปกรณ์, วัสดุและกระบวนการ พิจารณาเงื่อนไขที่ระบุไว้ในขั้นตอนที่ 3, มีความสัมพันธ์โดยตรงกับอุปกรณ์เครื่องมือที่ใช้วัสดุที่มีการทำงานและกระบวนการหรือวิธีการที่เกี่ยวข้อง รายชื่อของพวกเขาปัจจัยที่มีอิทธิพลต่อปัญหา
5.วางแผนการตรวจสอบ แผนปฏิบัติการอย่างระมัดระวังและตรวจสอบองค์ประกอบทั้ง ตัดสินใจว่าควรจะเป็นวัดวิธีการวัดและเลือกวิธีการใช้ประโยชน์ของการวัดได้
6.ความล้มเหลวของการดำเนินการสืบหา ทั้งหมดที่ได้วางแผนไว้ในขั้นตอนที่ 5ควรทำการศึกษาทั้งหมด ในใจมีเงื่อนไขที่ดีที่จะได้รับการยืนยันและข้อบกพร่องมีผลต่อแสงของ ตรวจสอบว่าพวกเขาจะรวมอยู่ในการตรวจสอบรายการประจำวัน
7.กำหนดแผนการปรับปรุง ขึ้นอยู่กับการตรวจสอบวางแผนและพัฒนากลยุทธ์ในการปรับปรุงในแต่ละสถานการณ์ เหล่านี้รวมอยู่ในแผนการจัดลำดับความสำคัญของข้อเสนอที่ผู้ประกอบการและอาจจะมีช่างซ่อมบำรุง ซึ่งอาจจะเป็นสาเหตุหลายต่อระดับและเป็นหลายระดับตามความจำเป็นการกำจัดทีละคนจนมาถึงการที่ถูกต้องรากสาเหตุ It should be documented, because the possibility exists that it may happen in another similar piece of equipment. มันควรจะจัดทำเป็นเอกสารเพราะมีความเป็นไปได้ว่าอาจเกิดขึ้นในชิ้นส่วนของอุปกรณ์อื่นที่คล้ายกัน An inspection should be scheduled for those other machines or pieces of equipment. การตรวจสอบควรจะกำหนดไว้สำหรับเครื่องอื่น ๆ เหล่านั้นหรือชิ้นส่วนของอุปกรณ์ที่สำคัญที่สุดคือ การติดตามและการฝึกอบรมอย่างทั่วถึงให้กับผู้ใช้และการบำรุงรักษาควรได้รับเพื่อที่ทำให้ไม่เกิดการซ้ำ
1.1 ตัวเรือ
แผ่นเหล็กตัวเรือทั้งเหนือน้ำและใต้น้ำ บันไดและราวบันได ท่าทางต่าง ๆ และเครื่องป้องกันบนดาดฟ้ามักจะเกิดสนิมผุกร่อน หรือบริเวณที่มีการปะผุซ่อมชั่วคราว ทำให้มีผลต่อความแข็งแรงของตัวเรือในการรับน้ำหนัก การทรงตัวของเรือ ตลอดจนความปลอดภัยของคนประจำเรือการบำรุงรักษาตัวเรือให้อยู่ในสภาพดี ให้เรือมีการผุกร่อนน้อยและช้าที่สุด เรือจะมีสภาพที่ปลอดภัยในการออกเดินทางไปในทะเล
1.2 ห้องเครื่อง
ต้องมีการบำรุงรักษาห้องเครื่องที่ดีได้แก่ สภาพวาล์วและกลไกในการปิด-เปิด ใช้การได้ดีตรวจสอบ การรั่วไหลของไอน้ำ น้ำและน้ำมัน ภายในห้องเครื่อง รักษาพื้นห้องเครื่องและพื้นท้องเรือตลอดจนบิลจ์ให้สะอาดไม่เป็นที่สะสมของน้ำมัน อันตรายของการผุกร่อนอย่างมากของแท่นเครื่องหรือสภาพของเข็มขัดยึดท่อที่หลวมหรือหลุดการตรวจสอบสภาพการทำงานของเครื่องจักรว่าดีหรือเสียมีข้อบกพร่องหรือความผิดปกติหรือไม่ เช่น ซีลของปั๊ม เกจวัดความดันหรืออุณหภูมิ วาวล์ระบายความดัน (Relief Valve) ระบบควบคุมเครื่องจักรอัตโนมัติ (Control Device) และระบบป้องกัน (Safety Device) การลงบันทึกสมุดปุ่มห้องเครื่องเกี่ยวกับการเดินเครื่องตามปกติการทดสอบเครื่องจักรเสีย การซ่อมทำหรืออุบัติเหตุอื่น ๆ ให้เรียบร้อย เครื่องจักรสำรองหรือเครื่องฉุกเฉินทำงานปกติ มีการทดลองใช้งานและบำรุงรักษาสม่ำเสมอ เช่น เครื่องกำเนิดไฟฟ้า เครื่องถือท้ายสำรองและฉุกเฉิน
1.3 แนวน้ำบรรทุก
สิ่งที่จำเป็นต้องดูแลคือประตูหน้าต่างและช่องทางเปิด-ปิดต่าง ๆ เช่น ช่องระบายอากาศ รูวัดระดับน้ำในระวาง (Sounding) ฝาแมนโฮล ฝาระวางสินค้า เป็นต้น ต้องสามารถผนึกน้ำได้ กล่าวคือเปิด-ปิดได้ มียางผนึกน้ำและตัวล๊อคที่ยังใช้การได้ดีไม่มีรูรั่วให้น้ำเข้า ทั้งนี้เพื่อป้องกันน้ำเข้าเรือทั้งในระวางสินค้า ที่พักอาศัยและห้องเครื่อง ซึ่งจะเป็นอันตรายกับกำลังลอยการทรงตัวของเรือ
1.4 อุปกรณ์ช่วยชีวิต
อุปกรณ์ช่วยชีวิตต้องมีครบถ้วนตามที่ข้อบังคับกำหนดและบำรุงรักษาสม่ำเสมอให้อยู่ในสภาพที่ใช้งานได้ดี และคนประจำเรือจะต้องฝึกซ้อมวิธีการใช้ให้เป็นทุกคนโดยเฉพาะที่เพิ่งไปลงเรือ ปัญหาที่พบบ่อย ๆ เช่น มีอุปกรณ์ช่วยชีวิตไม่ครบตามกำหนด อุปกรณ์เสื่อมสภาพหรือขาดการบำรุงรักษา ได้แก่ เสื้อชูชีพเก่ามาก เปื่อยและฉีกขาด เรือช่วยชีวิตทะลุเป็นรู เชือกหรือลวดเก่าแตกหรือขาดอุปกรณ์ประจำเรือ เรือบตไม่อยู่ประจำที่เพราะถูกนำไปใช้งานที่อื่น มีสิ่งกีดขวางเช่นสินค้าบนดาดฟ้าขวางทางเข้าไปหยิบฉวยอุปกรณ์ช่วยชีวิต หรือ ดับไฟในยามฉุกเฉินหรือเรือช่วยชีวิตมีสิ่ง กีดขวางการหย่อนลงน้ำหรือไม่วางให้เข้าที่ และผูกมัดให้เรียบร้อย มีการท่าสีทับจุดที่ต้องเคลื่อนที่ไม่มีการอัดหรือทาจาราบีที่รอก ลวก สลัก แกนหมุน อุปกรณ์ประจำเรือช่วยชีวิตหมดอายุเช่น อาหาร พลุสัญญาณหรือแพชูชีพหมดอายุไฟส่องสว่างบนดาดฟ้า เรือบตใช้การไม่ได้
1.5 ความปลอดภัยจากเพลิงไหม้
อุปกรณ์ดับเพลิง โดยทั่วไปสภาพท่อน้ำดับเพลิงวาวล์และหัวต่อ บนดาดฟ้าและในเรือที่ขาดการบำรุงรักษาจะเป็นสนิมไม่อยู่ในสภาพใช้งาน สายสูบหัวฉีดจะผุรั่ว หรือหายจากตู้ดับเพลิงสภาพของถังดับเพลิงทั้งแบบประจำที่ และเคลื่อนที่ได้ไม่มีการตรวจสอบสภาพและบำรุงรักษาประจำ
ความเสี่ยงต่อเพลิงไหม้ได้แก่ห้องเครื่องที่ไม่รักษาความสะอาด โดยเฉพาะน้ำมันรั่วหยด บิลจ์ที่สกปรกมีน้ำมันสะสม พื้นทางเดินที่มีแต่น้ำมัน ก้นบุหรี่ทิ้งในที่มีเชื้อเพลิง
การรุกลามของไฟ ประตูกันไฟที่เปิดไว้จะต้องสามารถปิดได้ทันทีไม่มีสิ่งใดมากีดขวางหรือผูกรัดไว้ทำให้ไม่สามารถปิดได้ ช่องระบายอากาศและพัดลมระบายอากาศที่มีแผ่นเหล็กกั้นสำหรับปิด-เปิดต้องใช้การได้ พัดลมระบายอากาศต้องปิดทั้งระบบได้ทันทีจากจุดควบคุมปุ่มปิดเปิดฉุกเฉิน
ช่องทางหนีไฟและประตูทางเข้าออกจะต้องไม่ปิดล๊อคจนไม่สามารถเปิดออกเพื่อให้ทุกคนสามารถหนีไฟได้ตามปกติหรือไม่มีสิ่งของไปกีดขวางทางหนีไฟ
1.6 การป้องกันเรือโดนกัน
โคมไฟเรือเดินจะต้องเปิดติดและไม่มีอะไรไปบังการมองเห็นของเรือลำอื่น สัญญาณเสียงเช่น หวูด ระฆัง ฆ้อง และสัญญาณอับจนต้องใช้การได้ เช่น สัญญาณมอร์ส ธงสัญญาณ สัญญาณควันสีส้ม สำหรับการเดินเรือและขอความช่วยเหลือ
1.7 ความปลอดภัยของโครงสร้างเรือ
นอกจากตัวเรือจะต้องแข็งแรงแล้ว ยังมีระบบสูบน้ำท้องเรือ ระบบเตือนภัย (Alarm) ระบบไฟฟ้าฉุกเฉินระบบตัดการระบายอากาศ และระบบตัดน้ำมันเชื้อเพลิงเครื่องจักรในห้องเครื่อง
1.8 วิทยุสื่อสารสำหรับความปลอดภัย
วิทยุสื่อสารที่ใบรับรองสภาพยังไม่หมดอายุและมีการบันทึกใช้และการบำรุงรักษาที่ดี มีนายวิทยุที่มีความรู้ความสามารถและปฏิบัติการรับส่งตลอดจนเฝ้าฟังสัญญาณขอความช่วยเหลือตามกำหนด
กว้านบนเรือท่านมีปัญหาแบบนี้ไหม
– การทำงานช้าลงไม่ทันใจ ไม่มีแรงและกำลังในการยกดึก
– ติดขัดเวลาเข้าเกียร์ขับกว้านโซ่ กว้านเชือก ต้องใช้แรงคนมากเวลาsliding
– มีอาการสั่นสะเทือนเวลาขับกว้าน
– shaft โก่ง ขดงอ
– กว้านเก่าขาดการหล่อลื่น














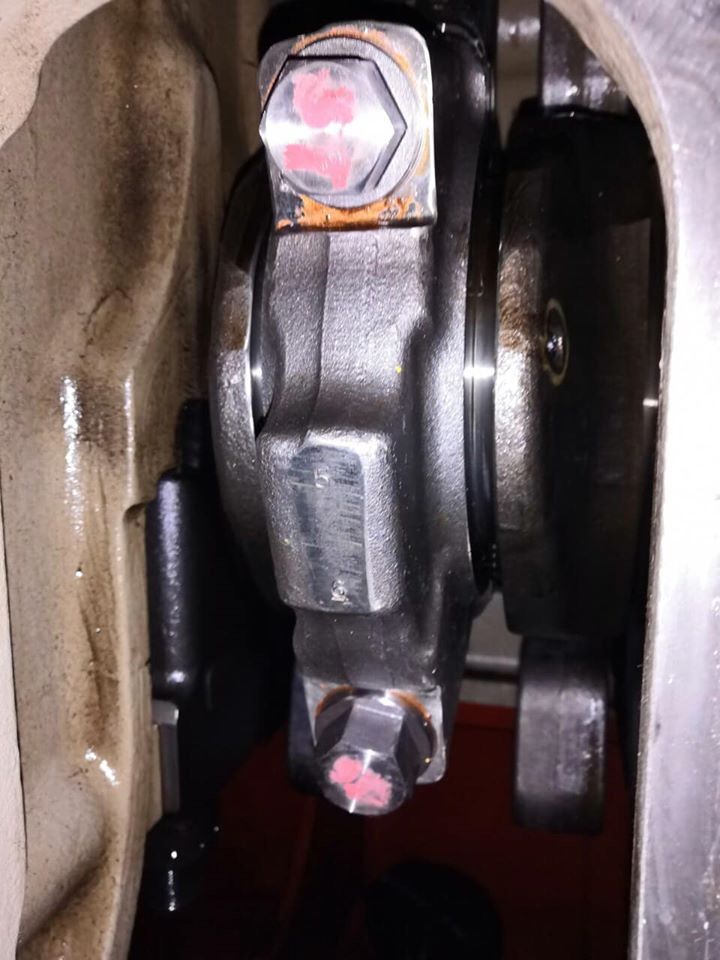
บริการด้านการซ่อมบำรุงเรือเดินสมุทร เพลาใบจักร เพลาหางเสือ shaft balancing ตรวจสอบ clearance บูชเพลา , เปลี่ยนบูชเพลา ,ดัดเพลา, เช็คศูนย์เพลา จัดหาอะไหล่บูช ต่างๆตามไซน์ของshaft














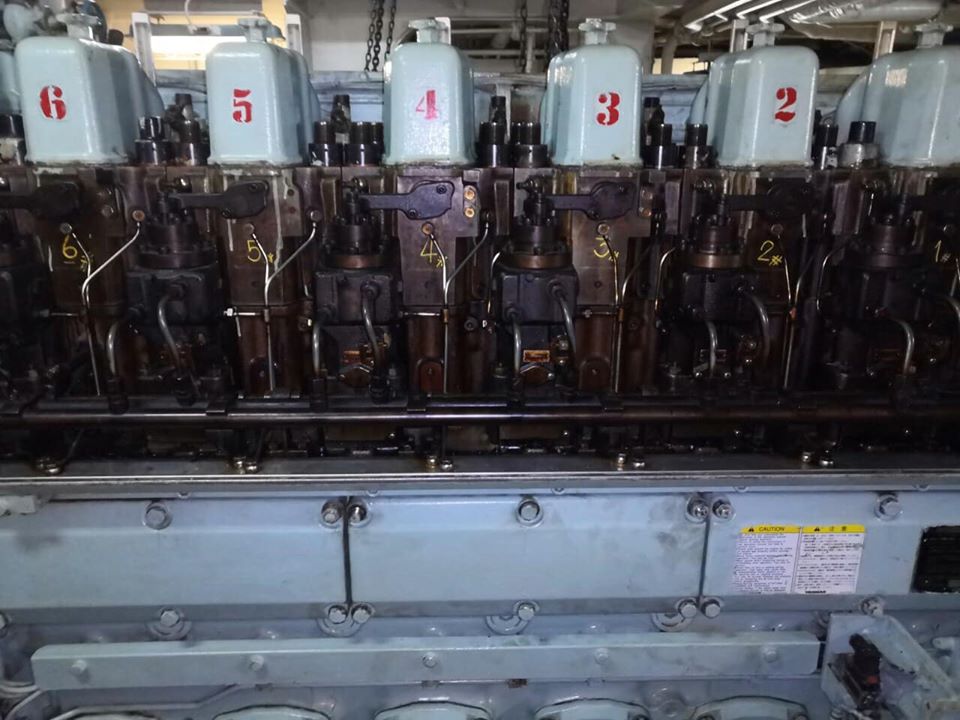
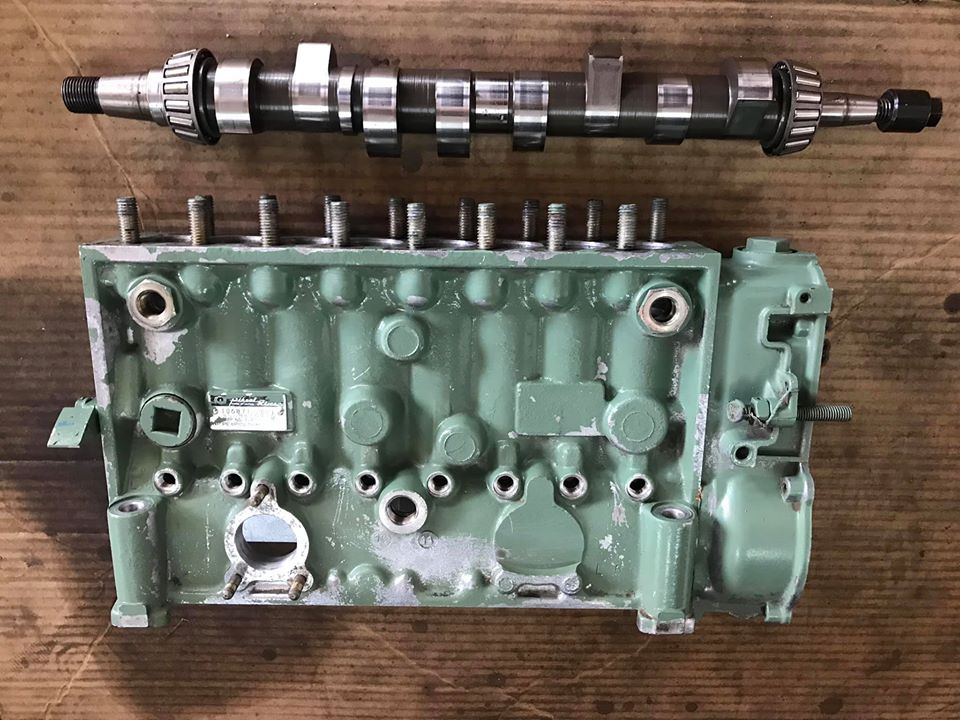
บริการรับจัดหาอะไหล่เรือมือ 2 จากบังคลาเทศ ตามorder ลูกค้า พร้อมทีมงานติดตั้ง อุปกรณ์บนเรือครับ ไม่ว่าจะเป็น เพลาข้อเหวี่ยงเครื่องยนต์ ราวลิ้น วาล์ว อุปกรณ์งานระบบไฟฟ้า และอื่นๆในเรือเดินสมุทร เรามีทีมงานในต่างประเทศเพื่อหาของตามลูกค้าต้องการ










ปัญหาในอุตสาหกรรมการขนส่งสินค้าทางทะเล มีเพิ่มมากขึ้นเรื่อยๆ ตั้งแต่ปัญหาราคาค่าขนส่งสินค้าตกต่ำ ไปจนถึงปัญหาปริมาณพื้นที่ระวางล้นตลาด ซึ่งการขยายขนาดของเรือขนส่งสินค้าให้ใหญ่ขึ้นเรื่อยๆ ก็ยิ่งเป็นการทวีความรุนแรงของปัญหามากขึ้น ทั้งนี้ ประเด็นด้านค่าใช้จ่ายในการปฏิบัติการถือเป็นเพียงหนึ่งในปัญหาที่เกิดขึ้นเท่านั้น โดยท่าเทียบเรือจำเป็นต้องยกระดับระบบโครงสร้างพื้นฐาน และเครื่องมือภายในท่าเรือเพื่อให้สามารถรองรับขนาดของเรือที่มาเทียบท่าได้ นอกจากนี้ ปัญหาถัดมาคือ การขนส่งตู้สินค้าเหล่านี้ไปยังสถานที่ที่ห่างไกลจากตัวเมือง เนื่องจากต้องมีการเตรียมลานขนถ่ายตู้สินค้าทางรถไฟ (rail yard) และรถบรรทุกสำหรับการขนส่งแบบต่อเนื่องหลายรูปแบบ (intermodal) ในแต่ละครั้ง ดังนั้นจะเห็นได้ว่าขนาดเรือขนส่งสินค้าที่ใหญ่ขึ้น ส่งผลกระทบต่อทุกส่วนของกระบวนการขนส่งตู้สินค้า
ทั้งนี้ เพื่อให้เกิดความเข้าใจอย่างลึกซึ้งถึงปัญหาดังกล่าว เราจึงได้พูดคุยกับ Mr. Neil Dekker ผู้อำนวยการฝ่ายวิจัยตู้สินค้า บริษัท Drewry ถึงมุมมองจากประสบการณ์เกี่ยวกับปัญหาดังกล่าว ซึ่งมีความสำคัญอย่างยิ่งต่ออุตสาหกรรมการขนส่งสินค้าทางทะเล
Finding the Right Size

ในช่วงต้นของยุค 2000 เป็นช่วงที่มีการเริ่มลงทุนและเป็นช่วงก้าวกระโดดของการต่อเรือขนาดใหญ่ แม้จะไม่มีการระบุอย่างแน่ชัดว่าขนาดเรือเท่าใดจึงจะจัดอยู่ในประเภทเรือขนาดใหญ่ แต่โดยทั่วไปแล้ว ปัจจุบันก็มีการเห็นพ้องตรงกันว่า เรือขนาดใหญ่หมายถึงเรือที่มีขนาดอย่างน้อย 14,000 ทีอียูขึ้นไป โดยในช่วงต้นของยุค 2000 ไปจนถึงช่วงวิกฤติการณ์ทางการเงินในปี 2008 สายการเดินเรือหลักหลายรายได้เริ่มลงทุนและสั่งต่อเรือที่มีขนาดพื้นที่ระวางเพิ่มมากขึ้นจากบริษัทต่อเรือ
อย่างไรก็ตาม ในปัจจุบันเราสามารถเห็นภาพได้อย่างชัดเจนว่า ช่วงระยะเวลานี้เป็นช่วงที่ไม่เหมาะสมที่สุดที่จะนำเรือที่มีขนาดใหญ่เหล่านี้มาให้บริการ ด้วยปัจจัยของราคาค่าขนส่งสินค้าที่ปรับตัวลงต่ำที่สุดเป็นประวัติการณ์ ปริมาณพื้นที่ระวางล้นตลาด และการแข่งขันอย่างดุเดือด เพื่อปลดระวางเรือจากการให้บริการมากขึ้น Mr. Dekker กล่าวว่า “การแข่งขันเหล่านี้เกิดจากเรือที่มีขนาดใหญ่กว่า 18,000 ทีอียู ซึ่งเมื่อเทียบกับสายการเดินเรือที่ปฏิบัติการเรือขนาดเล็กกว่า 14,000 ทีอียู จะพบว่าสายการเดินเรือเหล่านี้จะไม่ได้รับผลกระทบจากอัตราค่าระวางและค่าน้ำมันที่ถูกลงในปัจจุบัน ทั้งนี้ เนื่องจากความต้องการขนส่งสินค้าในเส้นทางการค้าทวีปเอเชียไปยังทวีปยุโรปเหนือมีปริมาณลดลงเมื่อปีที่แล้ว ส่งผลให้สายการเดินเรือเหล่านี้ต้องประสบปัญหาในการเติมเต็มพื้นที่ระวางอยู่ตลอดเวลา นอกจากนี้ เรายังได้เผชิญกับช่วงเวลาที่ปริมาณการขนส่งสินค้าขาออกตกต่ำถึงขีดสุดมาแล้ว เนื่องจากการค้าได้ปรับตัวลดลง 3.4 เปอร์เซ็นต์ เมื่อเทียบกับช่วงเดียวกันของปีที่แล้ว ขณะที่เมื่อปีที่แล้ว กองเรือทั่วโลกกลับเติบโตขึ้นกว่า 8.4 เปอร์เซ็นต์ เนื่องจากมีการนำเรือที่ต่อขึ้นใหม่ ขนาดไม่ต่ำกว่า 14,000 ทีอียู จำนวนถึง 41 ลำ มา ให้บริการในเส้นทางการค้าทวีปเอเชีย-ยุโรป สรุปได้ว่าฐานของอุปสงค์นั้นกำลังสวนทางกับอุปทานอย่างสิ้นเชิง”
“เพื่อให้ได้การประหยัดต่อขนาด และต้นทุนค่าพื้นที่ระวางที่ต่ำลง สายการเดินเรือเหล่านี้จึงทำการสั่งซื้อเรือขนาดใหญ่ และตั้งเป้าค่าเฉลี่ยของอัตราส่วนการบรรทุก (load factor) ไว้เกิน 90 เปอร์เซ็นต์ ซึ่งเป็นการคาดการณ์ในแง่ดีเกินไป เพราะแท้จริงแล้วกลับเป็นวงจรที่เลวร้าย เนื่องจากทุกสายการเดินเรือต่างก็พยายามที่จะเติมเต็มพื้นที่ระวางที่เพิ่มขึ้น และแน่นอนว่าวิธีเดียวที่จะสามารถทำได้ในช่วงเวลาที่ตลาดกำลังอ่อนตัวเช่นนี้ ก็คือการลดราคาค่าขนส่งสินค้า นี่เป็นสาเหตุที่อัตราค่าขนส่งสินค้าของเส้นทางการค้าในทวีปเอเชียไปยังทวีปยุโรปลดต่ำลงอย่างมาก ประเด็นก็คือ แม้ว่าคุณจะมีเรือขนาดใหญ่หรือไม่ คุณก็ไม่สามารถทำเงินได้หากค่าขนส่งสินค้ายังคงตกต่ำเช่นนี้ ตัวอย่างเช่น เมื่อเดือนมีนาคม ที่ผ่านมา อัตราค่าระวางของเส้นทางการค้าทวีปเอเชีย-ยุโรป อยู่ที่ 150 เหรียญสหรัฐต่อเอฟอียู และในช่วง 11 สัปดาห์แรกของปี 2016 อัตราค่าพื้นที่ระวางในเส้นทางทวีปเอเชีย-ยุโรป ปรับตัวลดลงถึง 69 เปอร์เซ็นต์ เมื่อเทียบกับช่วงเดียวกันของปีที่แล้ว ดังนั้น ยิ่งคุณมีเรือขนาดใหญ่มากเท่าใด และมีการให้บริการในเส้นทางการค้าฝั่งตะวันออก-ตะวันตกมากเท่าใด คุณก็จะยิ่งสูญเสียมากขึ้นเท่านั้น ไม่เพียงแค่ค่าขนส่งสำหรับการขนส่งแบบครั้งต่อครั้งเท่านั้น แต่ค่าขนส่งที่มีการทำสัญญาล่วงหน้ากับบริษัทใหญ่ๆ สำหรับเส้นทางการค้าในทวีปเอเชียไปยังยุโรป ก็ยังต้องยอมทำข้อตกลงด้วยอัตราค่าขนส่งที่ต่ำด้วยเช่นกัน เมื่อปี 2015 อัตราค่าระวางแบบทำสัญญาล่วงหน้าในเส้นทางทวีปเอเชีย-ยุโรป เฉลี่ยอยู่ที่ 1,500-1,600 เหรียญสหรัฐต่อเอฟอียู แต่สำหรับปีนี้ ได้มีการทำสัญญาตกลงกันในอัตราเพียง 800-900 เหรียญสหรัฐต่อเอฟอียูเท่านั้น ซึ่งเป็นราคาที่ต่ำกว่าค่าธรรมเนียมน้ำมันเสียอีก สายการเดินเรือจึงไม่สามารถทำเงินได้ถึงจุดคุ้มทุนอีกเช่นกัน” Mr. Dekker กล่าวเสริม

Diminishing Returns
ดังเช่นที่ Mr. Dekker กล่าว สาเหตุที่แท้จริงของปัญหานี้ก็คือราคาค่าขนส่งที่ตกต่ำถึงขีดสุด อันเนื่องมาจากส่วนแบ่งทางการตลาด สายการเดินเรือต่างก็แข่งขันกันเพื่อให้ได้ราคาขนส่งที่ถูกที่สุด การมีพื้นที่ระวางที่เพิ่มขึ้นจากการครอบครองเรือขนาดใหญ่ขึ้น ยิ่งทำให้การแข่งขันดุเดือดมากยิ่งขึ้นเพื่อตรึงลูกค้าไว้ การแข่งขันด้วยการทุ่มตลาดและทิ้งดิ่งค่าขนส่งขนสินค้า ถือเป็นความเจ็บปวดสำหรับอุตสาหกรรมฯ ที่สายการเดินเรือเป็นผู้สร้างขึ้นเอง นอกจากนี้ เรือขนาดใหญ่เหล่านี้ยังเข้าสู่ตลาดพร้อมๆ กัน และกำลังส่งผลให้สถาน-การณ์เลวร้ายลงเรื่อยๆ สิ่งเหล่านี้คล้ายกับการเสี่ยงโชค แต่กลับไม่ประสบผลสำเร็จ
“ปัญหาที่ใหญ่ที่สุดสำหรับอุตสาหกรรมฯ ก็คือ สายการเดินเรือจะนำเรือขนาด 8,000-10,000 ทีอียู นี้ไปปฏิบัติการในเส้นทางใด”
“ผลกระทบจากเรือที่มีขนาดใหญ่เหล่านี้จะเกิดขึ้นอย่างต่อเนื่อง โดยการนำเรือขนาด 8,000-10,000 ทีอียู ซึ่งปัจจุบันถือว่าเป็นเรือที่มีขนาดเล็กเกินไปสำหรับเส้นทางทวีปเอเชีย-ยุโรป ไปให้บริการในเส้นทางการค้าที่มีขนาดเล็กลงเหล่านี้ จะทำให้คุณต้องปวดหัวกับการสร้างความสมดุลระหว่างอุปสงค์และอุปทาน ช่วงที่ผ่านมาเราต้องเจอกับปัญหาค่าขนส่งสินค้าปรับตัวต่ำลงเป็นประวัติการณ์ในทุกเส้นทางการค้า โดยเฉพาะอย่างยิ่งในเส้นทางทวีปเอเชีย ไปยังชายฝั่งทะเลตะวันออกของทวีปอเมริกาใต้ที่ต้องประสบปัญหาอย่างหนัก นอกจากนี้ ปัญหาที่ใหญ่ที่สุดสำหรับอุตสาหกรรมฯ ก็คือ สายการเดินเรือจะนำเรือขนาดใหญ่เหล่านี้ไปปฏิบัติการในเส้นทางใด เพราะไม่ว่าจะนำเรือเหล่านี้ไปปฏิบัติการที่ใด ก็ดูเหมือนจะเป็นการสร้างปัญหาให้ที่นั่น เนื่องจากการค้าในปัจจุบันกำลังซบเซาอย่างหนัก”
“การสั่งซื้อเรือขนาดใหญ่ขึ้นไม่ก่อให้เกิดผลดีอย่างที่หลายคนคิด หลายคนเริ่มคิดได้ว่า เมื่อมีเรือขนส่งสินค้าขนาดพื้นที่ระวางเกินกว่า 14,000 ทีอียู กำไรสุทธิก็จะลดน้อยลง เมื่อพิจารณาจากรายการสั่งซื้อเรือ ณ ปัจจุบัน ทั้งนี้ ภายในช่วงปลายปี 2018 จะมีการนำเรือขนาดพื้นที่ระวาง 18,000-20,000 ทีอียู มาให้บริการประมาณ 9-10 เที่ยวต่อสัปดาห์ ในเส้นทางการค้าทวีปเอเชียไปยังยุโรป ซึ่งจะยิ่งเพิ่มความกดดันในการเติมเต็มพื้นที่ระวางที่เพิ่มขึ้น ทั้งหมดนี้ส่งผลให้อุตสาหกรรมฯ ก้าวขึ้นไปอยู่ในจุดที่มีแต่เรือขนส่งสินค้าขนาดใหญ่ อย่างไรก็ตาม ยังพบสัญญาณที่ดีจากสายการเดินเรือหลายรายที่หยุดการสั่งซื้อเรือขนส่งตู้สินค้าขนาดใหญ่แล้ว” Mr. Dekker กล่าว
A Megaship-less Future Ahead?
ในภาวะปัญหาพื้นที่ระวางล้นตลาดแบบเรื้อรังเช่นนี้ สิ่งที่เป็นความท้าทายสำหรับผู้ให้บริการในปัจจุบัน คือการปรับค่าขนส่งสินค้าให้สูงขึ้น เพราะสภาพตลาดในตอนนี้ไม่ปลอดภัยเป็นอย่างยิ่ง แต่คำถามคือ สายการเดินเรือและผู้ปฏิบัติการจะสามารถมองข้ามและรับมือกับภาระค่าขนส่งสินค้านี้ได้มากเพียงใด Mr. Dekker กล่าวว่า ท้ายที่สุดจะเกิดจุดเตือนภัย ซึ่งจะเกิดการเปลี่ยนแปลงครั้งสำคัญ โดยอาจส่งผลให้เกิดการหยุดให้บริการเรือขนส่งสินค้ารายสัปดาห์เป็นจำนวนมาก และอาจเกิดการลอยแพพื้นที่ระวางมากมายโดยไม่นำมาใช้ประโยชน์ แต่การปรับเปลี่ยนโครงสร้างของพันธมิตรสายการเดินเรือในช่วง 12 เดือนหน้า ก็อาจทำให้การดำเนินการแก้ไขปัญหาเป็นไปได้ยากยิ่งขึ้น หากยังไม่มีการสร้างความสมดุลให้เกิดขึ้นในระดับเส้นทางการค้าสงครามราคาค่าขนส่งนี้ก็จะยังคงยืดเยื้อต่อไป
หนทางที่จะแก้ไขปัญหาค่าใช้จ่ายที่เพิ่มขึ้นจากการขาดประสิทธิภาพในการปฏิบัติการเรือขนาดใหญ่จะยังไม่เห็นผล ณ เวลานี้ ซึ่งเรายังคงต้องมองหาวิธีอื่นๆ เพื่อประเมินว่า การนำเรือขนส่งสินค้าเหล่านี้มาใช้จะประสบความสำเร็จหรือไม่ เรือขนาดใหญ่เหล่านี้ไม่ใช่สิ่งที่จะช่วยแก้ปัญหาได้ทุกอย่าง เหมือนจุดประสงค์ที่มันถูกสร้างขึ้นมา แต่อย่าคาดหวังว่าเรือเหล่านี้จะหายไปได้ในชั่วพริบตา อย่างไรก็ตาม เราอาจจะกลับมานึกถึงเรือขนาดใหญ่เหล่านี้อีกครั้งก็เป็นได้ แต่หากเราต้องการหยุดสงครามค่าขนส่งสินค้านี้ เราจะต้องหยุดสั่งซื้อเรือขนาดใหญ่ และคนในอุตสาหกรรมฯ ต้องมีความเข้าใจมากขึ้นว่า อะไรคือความต้องการที่แท้จริงของการขนส่งสินค้าทางทะเล
พัฒนาการของขนาดเรือขนส่งตู้สินค้า
